


联系我们

钢筋锯切套丝生产线多重优惠
发布时间:2024-09-20 02:50:12 浏览次数:3 公司名称:[南宁]建贸机械 有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 18000 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 质量等级 | 优级 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMGSX-500 |
| 发货城市 | 长葛 |
| 产品产地 | 河南 |
| 可售卖地 | 全国 |
| 型号 | GB4240 |
| 功率 | 4kw |
| 名称 | 金属带锯床 |
| 材质 | 金属 |
| 品牌 | 河南建贸机械 |


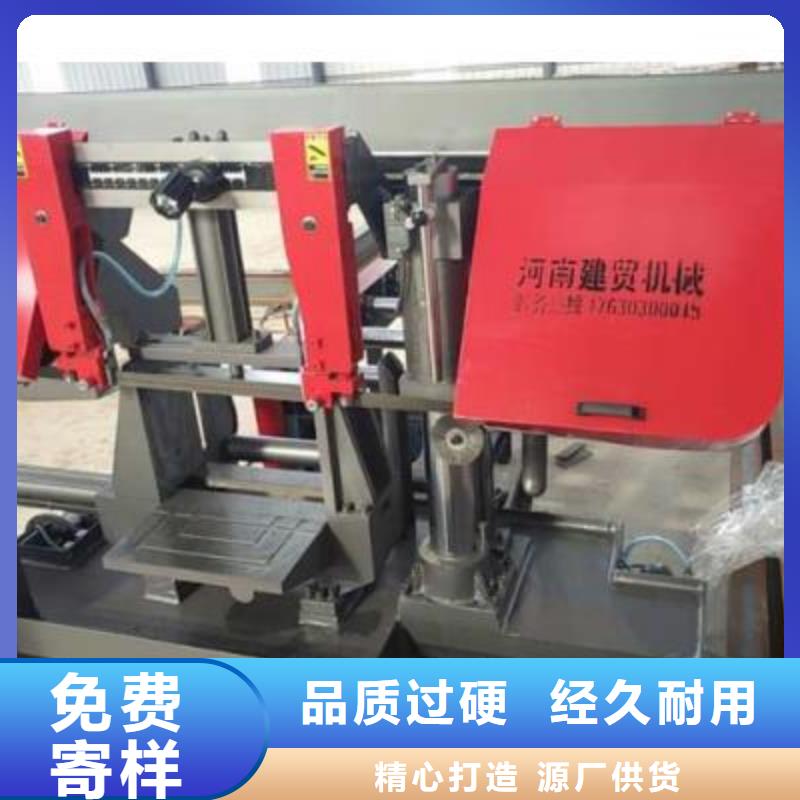




· 液压控制锯切进给速度,无级可调。
· 液压控制导向块结构钳口双向夹紧,手动或液压夹紧。
· 小量可成束锯切,生产效率高。
· 带锯条采用滚动轴承和硬质合金导向,延长锯条的寿命。
的参数有哪些?我们来看一下。
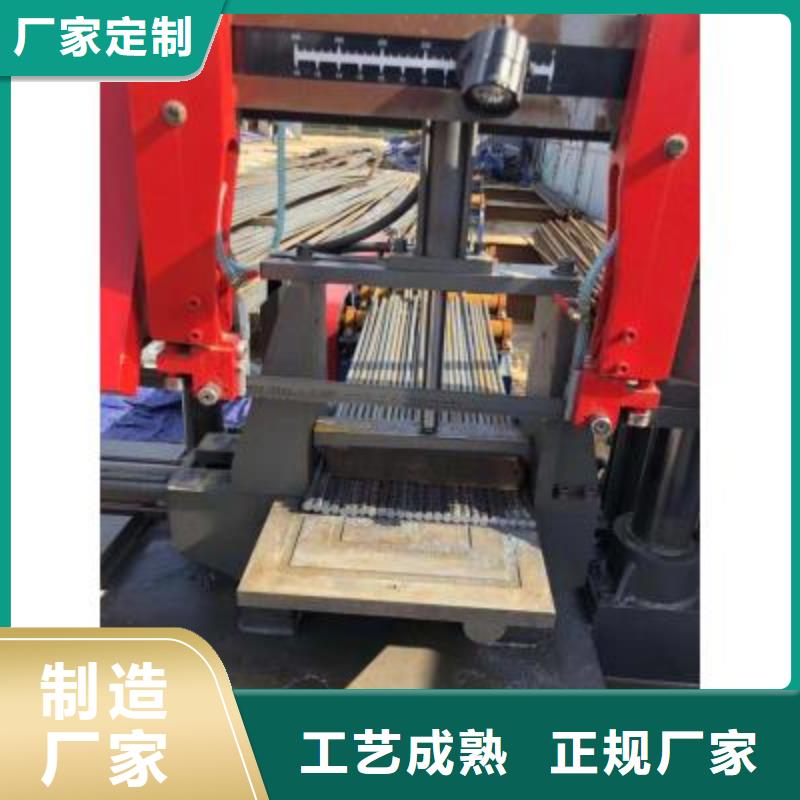
1、主要技术参数
1.1 锯切范围:圆料○ Φ300mm 方料□(宽×高) 400×300(mm)
1.2 锯带速度:24 36 45 54 75
1.3 锯带尺寸:长度选用4115(3950)mm,宽度选用34mm,锯带厚度不得超过1.1mm。
1.4 电机:电机总功率4.0 KW
1.5 装卡方便,灵活可靠。




带锯床液压油的含水率。假设液压油呈乳白色,气味没变,说明混入水分过多。取少数液压油滴在火热的铁板上,若宣布“叭叭”声,说明富含水分。此刻,应替换新油。液压油的氧化程度。假设液压油色彩呈黑褐色并有恶臭味,说明现已氧化。褐色越深,恶臭味越浓,说明氧化的程度越凶猛。此刻,应替换新油。






故障原因: 1、是带锯床没清干净,铁削刷,刷得不到位,带锯条把铁削带到了盘上,有的铁削会留在锯轮上,在反复与锯条的接触中就会把锯条顶出裂纹。 2、是带锯床的涡轮箱里可能是轴承烧了,造成锯轮倾斜角度变,在刚用新锯条时可看到锯轮边缘处把锯条带起,然后锯条又掉下去,可以听到明显的‘啪啪’声,这种情况锯条不超2天就会断。 3、有可能是你的锯床上的带锯条质量不行。金属带锯床如何调试双金属带锯床 试锯前各油池应灌油,润滑点各进行一次加油和检查。
在锯床刚开始工作的时候要进行试锯,在试锯前应仔细地擦去锯床各部分的防锈油,不得使用金属工具和其它足以划伤零件表面的器具来擦油,擦净后,薄薄地抹上一层机油。 试锯时,先以1低速空运转数分钟,然后逐渐提高转速,试验各级转速的运转和变速机构。同时检查工作台的各方向进给操纵手柄是否灵活可靠,检查润滑油泵的工作情况。这样就完成了锯床的试锯!
检查外接三相主电源是否与锯床工作电压一致。锯床接上电源后,首先检查电机的旋转方向,并按照手柄扳动方向与工作台运动方向一致校正接线。


歪斜 1、锯齿钝化
2、进给过大
3、选齿失误
4、导向磨损,松动
5、张力太小
6、齿部分齿受损
7、导向臂分开太宽
8、齿尖粘结切屑
9、锯带安装歪斜 1、更换新锯带
2、适度减小进给量
3、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
4、更换/调整导向块
5、调节张力
6、检查工件硬度和内含过硬渣块,确定加工条件
7、调整导向臂在适当位置
8、检查刷子和切削液
9、重新调整、扶正锯带
通过观察“锯屑”状态判断“进给率”和“带速”匹配的正确与否 通过观察锯切产生的锯屑厚度和形状可以判断锯切时的选齿、给定线速度、进给率(量)等参数是否正确。观察下列三种锯屑:
1、锯屑又厚又重,呈现兰色,盘卷密实,说明锯切数据不正确。是低带速高进给率所至,应提高带速降低进给率;
2、锯屑又碎又薄,盘卷松紧不一,说明锯切数据不正确。是高带速低进给率所至,应降低带速增大进给率;
3、锯切产生厚薄均匀,盘卷松紧适当,如同弹簧般的螺旋状锯屑,说明锯切数据正确。



