15318168555




更新时间:2024-11-06 12:26:06 浏览次数:3 公司名称:莱芜 兴泰工程材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 批发/个 |
| 发货期限 | 1 |
| 供货总量 | 666 |
| 运费说明 | 面议 |

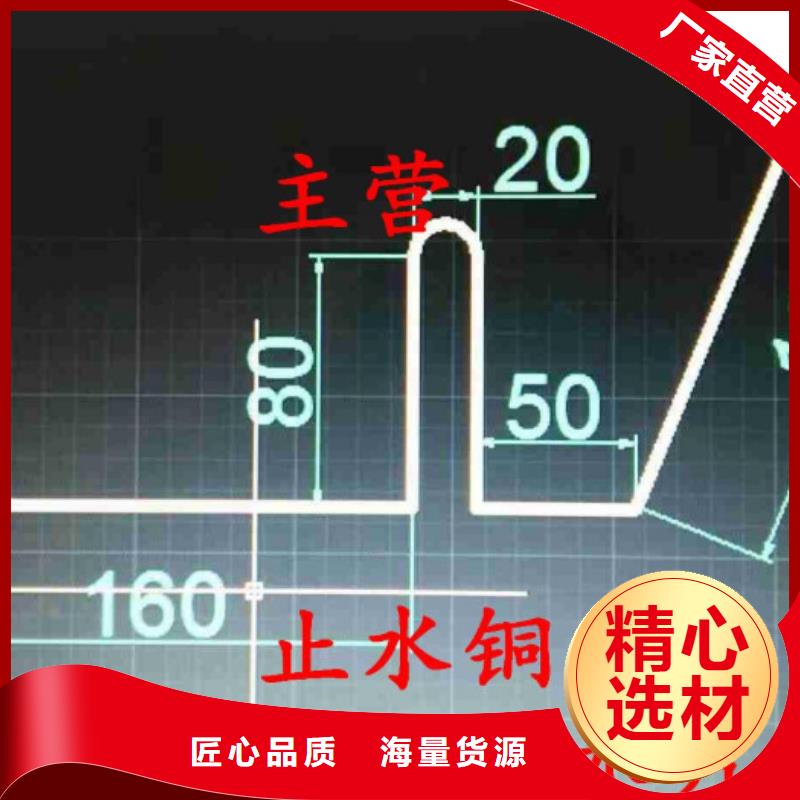



将止水铜板加工为W形以及F形具有以下两个方面的好处, 中山铜止水,设置的铜鼻子在止水铜板安装过程中的固定,且可有效增加铜板止水的抗拉防震能力;第二,立腿可有效防止绕渗。而根据W形以及F形铜止水的形状可知,W形铜止水在铜鼻子两边均设置有立腿,而F形只在其一边设置了立腿,因此得出,其两个作用的区别在于W形止水铜板可防止两个方向的水流绕渗,而F形只能防止一边的绕渗。一般设计生产、加工止水铜板的工厂出售此类商品时,均可免费根据设计图纸成形,那么未成形的止水铜板是否有效呢?
铜止水
未成形止水铜板在水工建筑止水中有效,只是较成形了的止水铜板在使用项目和使用效果存在一定的差异。未成形止水铜板主要用在项目宽度较小的地方,可以直接采用铜板边沿排水,阻止水进入铜板保护区域,如桥梁。而使用效果的差异,主要是因为成形止水铜板可根据铜鼻子形状安装,更加牢固,且不易产生位移。同时成形后的止水铜板因铜鼻子中填塞沥青麻绳或麻绳沥青,会有效的增加止水铜板的侧向承压能力。
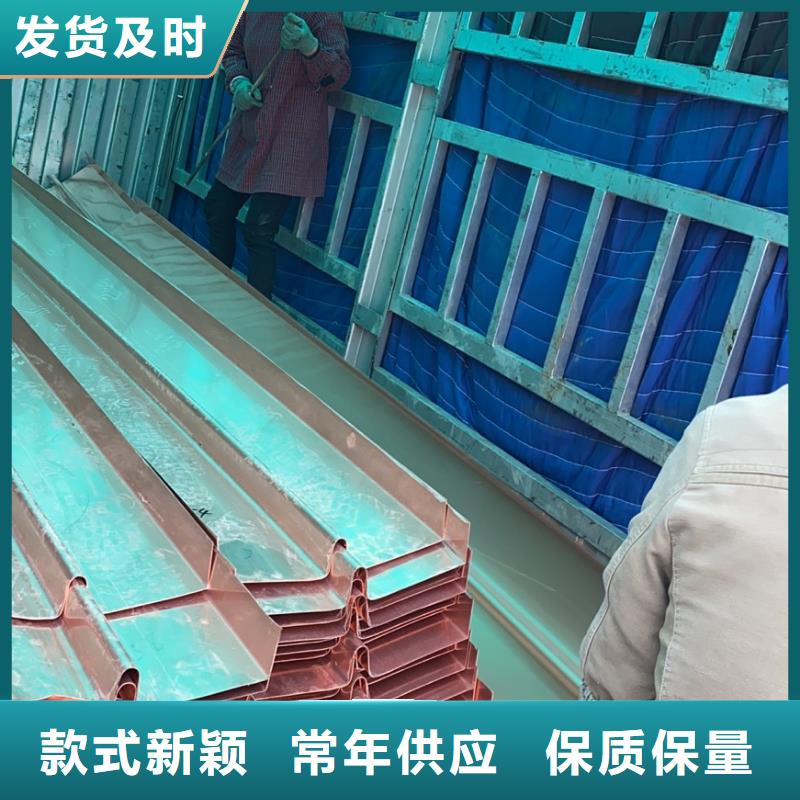
我国的建筑技术发展迅速,在建筑物中安装铜片止水带的技术已经非常普遍,并且得到了广泛的应用,主要是因为建筑物地底下水位较高,同时为了加快施工进度,使地下室顶板施工完成后尽快进行基坑的回填,故对地下室底板及外墙的铜片止水带均采取了超前止水措施。
止水接头现场焊接施工工艺及方法
中山铜止水 A、焊丝和气焊熔剂:采用紫铜止水母材的剪条,将脱氧剂放在
焊粉中,焊粉采用气剂301.
B、气焊工艺:焊前做好焊丝和焊件的清洁工作,一般用钢丝刷;
或砂纸去除表面油污和吸附的气体。
C、焊接火焰选用中性焰:氧化焰会使熔池氧化,在焊缝中形成
脆性的氧化亚铜:碳化焰则会产生一氧化碳和氢气,进入焊缝形成气孔。
D、焊前首先将焊件预热:预热温度为400 500‘C。
E、由于高温铜液容易吸收气体,是焊缝金属产生多孔性的缺陷,
同时,焊缝热影响区的晶粒粗大,还会使焊接接头的力学性能降低,所以焊缝的焊接层:数越少越好,焊接时采用单道焊。焊后捶击焊接接头,使金属晶粒变细,从而提高其力学性能。
紫铜片止水如何焊接
紫铜止水片焊接质量测试方法
中山铜止水1、紫铜止水片焊接接头可以从外观质量检验
焊接完成后,采用目测或量测检查焊缝是否平整,光滑,轴线时间的接口误差是否满足招标文件技术条款要求及搭接长度不小于20mm。
2、焊接接头部位的煤油渗透测试
先将用于检验的部位表面清理干净,不得留有污渍,用 浆涂抹,待彻底晾干后在焊缝的背面抹上煤油。由于煤油所具有的张力作用,具有渗透细小缝隙的特性。如果紫铜止水片焊缝不紧密或者钢材内部有疏松、夹层、夹灰时,煤油将紫铜止水片渗漏到钢材或焊缝的另一面并在 上显出印渍。
自粘复合型止水带是一水平止水片(带)上或下50㎝范围内不宜设置水平成型后的止水紫铜片在安装时应避免扭曲变形或其他损坏.止水安装时
为准确的确定缺陷位置,避免印渍扩散,在涂上煤油后稍停片刻即进行观察,初出现印渍处为缺陷位置。为了保证煤油有足够的浸润渗透时间,以保证检测的过程持续在半小时以上不出现印渍叫为适宜。
3、焊接接头的力学性能测试方法
接头拉力试验不应该小于母材抗拉强度的80%,这个地方需要大家严格把控。
设定止水铜片的部位并不是一个一次性现浇混凝土构架,中山铜止水必须独立混凝土浇筑,由于这种位置都是有一定的差别,未作解决的水源源不绝渗透到房间内,因此 它是必须应用止水铜片,以实现封口的目地。铜止水
次之,设定几个止水铜片难题,针对低坝和50m下列中坝能够 只选用一道底端防水。中坝及100m下列高坝宜设定底,顶端两条防水。100m之上的高坝宜采用底,顶端两条防水,或底,中,顶端三道防水。
第三,不一样坝高的压性竖直缝均应选用硬平缝构造,只需选用一道底端防水。缝的一侧缝面该涂沥清保湿乳液等防粘合剂。止水铜片下应设定PVC垫圈并粘接在混合砂浆垫座上。止水铜片两边底角应设定沥清止浆条。高坝张性竖直缝宜选用底,顶端两条防水,中,低坝可只选用一道底防水,其构造同压性缝。
第四,在止水铜片的固定不动时,应尽可能确保止水铜片与变形缝的中心线相匹配,避免挪动,而且二块止水铜片必须 电焊时,电焊焊接必须 不断检测,防止出现焊接,为了更好地确保激光焊接品质,可选用双面焊。
第五,拐角处的止水铜片解决难题必须 挑选适当的止水铜片连接头, 是采用一次性成形铜防水连接头。