您的位置>首页 >阜阳当地产品频道 >
优选:42CrMo精密钢管品牌厂家
发布时间: 2024-09-20 03:01:29 浏览次数:1
以下是:优选:42CrMo精密钢管品牌厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 4.5/米 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 9999 |
|---|
| 运费说明 | 电联 |
|---|
| 是否厂家 | 是 |
|---|
| 产品品牌 | 大金钢管 |
|---|
| 发货城市 | 山东聊城 |
|---|
| 产品产地 | 山东聊城 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 金属制品,机械制造 |
|---|
以下是:优选:42CrMo精密钢管品牌厂家的图文视频
导读 优选:42CrMo精密钢管品牌厂家,安徽省阜阳市大金钢管制造有限公司为您提供优选:42CrMo精密钢管品牌厂家产品案例,联系人:王经理,电话:18863585399、15806808820,QQ:1365789918,发货地:聊城经济开发区工业园发货到安徽省 阜阳市 颍州区、颍东区、颍泉区、临泉县、太和县、阜南县、颍上县、界首市。
安徽省,阜阳市 2022年,阜阳市地区生产总值为3233.3亿元,按可比价格计算,比上年增长3.9%。

精密钢管在热处理工艺中淬火工序造成的废品率往往较高,这主要是在淬火过程中,同时形成较大
的热应力与组织应力,此外,由于精密钢管内在的冶金缺陷、选材不当,错料、设计上的结构工艺
性差、冷、热加工过程中形成的缺陷等因素,均容易在淬火、回火工艺中暴露出来,因此对零部件
淬火、回火后的缺陷必须进行系统的分析与调查。 淬火变形与淬火裂纹 在实际生产中,应该根
据淬火变形与淬火裂纹的形成原因采取有效的措施。精密管热处理尽管做到均匀加热及正
确加热:工件形状复杂或截面尺寸相差悬殊时,常因加热不均匀而变形。为此,工件在装炉前,对
不许淬硬的孔及截面突变处,应采用石棉绳堵塞或绑扎等办法,以改善其受热条件,对一些薄壁圆
环等易变形零件,可设计特定淬火夹具,。这些措施既有利于加热均匀,又有利于冷却均匀。工件
在炉内加热时,应均匀放置,防止单面受热,应放平,避免工件在高温塑形状态因自重而变形。对
细长零件及袖类零件尽量采用井式炉或盐炉垂直悬挂加热。限制或降低加热速度,可减少工件截面
温差,使加热均匀。因此对大型锻模、高速钢及高合金钢工件,以及形状复杂、厚薄不匀、要求变
形小的零件,一般都采用预热加热或限制加热速度的措施。合理选择淬火加热温度,也是减少或防
止变形、开裂的关键。
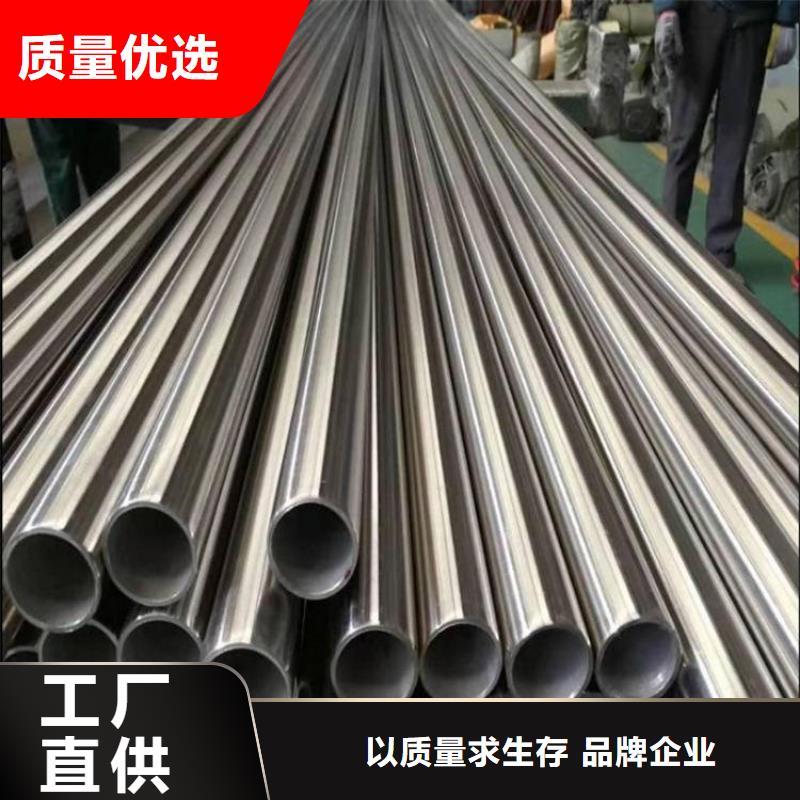
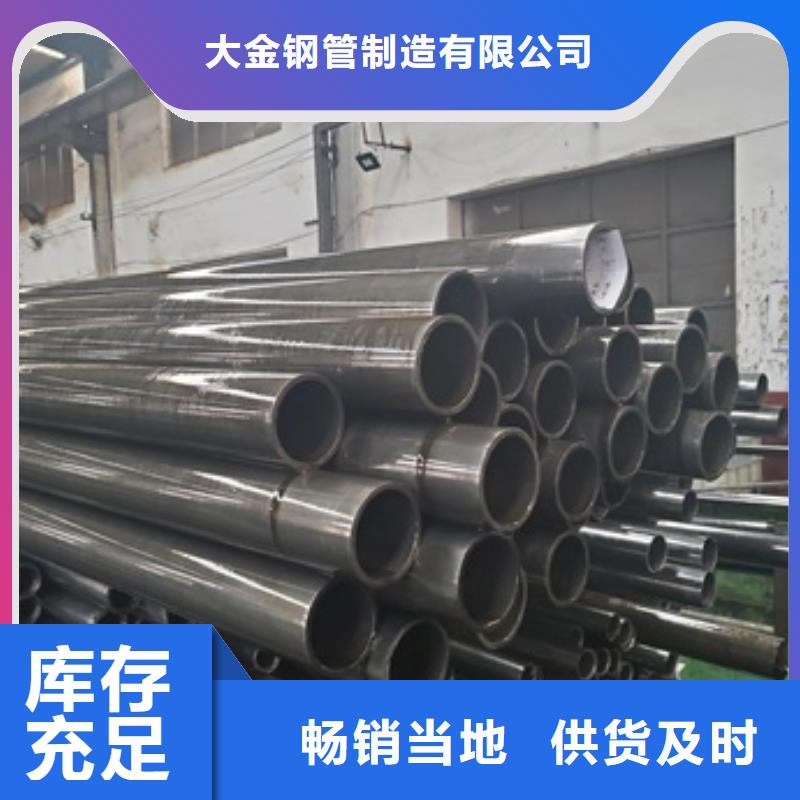
精密管和精密无缝钢管及精密光亮管,轴承钢管精密钢管生产钢管牌号有哪些?
热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除0后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷.直发卷的头、尾往往呈舌状及鱼尾状,厚度、宽度精度较差,边部常存在浪形、折边、塔形等缺陷.其卷重较重、钢卷内径为了6口mm.将直发卷经切头、切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品.热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷.
大金钢管制造有限公司

精密管的原料是精密管坯,精密管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.精密管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,精密管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。 精密管分热轧和冷轧(拨)精密管两类。
大金钢管制造有限公司

总结 今年在安徽省阜阳市购买优选:42CrMo精密钢管品牌厂家有了新选择,安徽省阜阳市大金钢管制造有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的优选:42CrMo精密钢管品牌厂家产品。如需购买或咨询,请随时联系我们,联系人:王经理-15806808820,QQ:1365789918,地址:经济开发区工业园。